Table of Contents
What is Back Pressure?
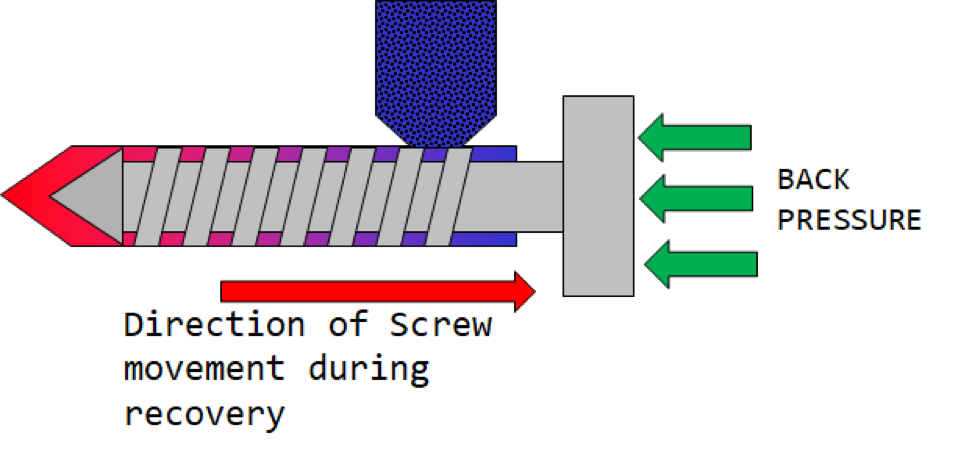
Backpressure is produced in the following back action of the screw after injecting material. It is a controllable procedure boundary that is usually mistakenly ignored.
The screw goes to carry fresh material into the heating chamber. This fresh material is put in front of the screw and pushes the screw in reverse. A pressure buildup is made at the front end of the screw. This pressure is utilized for the good mingling of the plastic (particularly at the press if colors are included), expelling little quality of stuck air, and controlling the weight of the shot by keeping up a precise density of a given volume of melt.
The screw must produce and surpass this pressure before it can move back. This backpressure is produced by turning the screw against the plastics material limitation, which is enclosed in the chamber or barrel.
Material color scattering and melting can be enhanced with the utilization of high backpressures; however, it likewise expands stress on the machine of injection molding, lessens fiber lengths in filled systems, and enhances the retraction time of screw.
Backpressure is also known as plasticizing pressure. It can control by changing the oil return choke valve of the injection or infusion chamber. The back of the pre-plasticized screw infusion chamber is outfitted with a back pressure valve to sets the speed of the infusion chamber to upload the oil when the screw turns in reverse, so the chamber keeps up a specific pressure.
The backpressure can likewise be customized on certain machines to redress, for example, the effective decrease in screw length, which happens during plasticization. This kind of decrease implies less heat input and this way a descent in temperature. On the other hand, on many machines, it is hard to set the pressure as there is no simple method to gauge the impacts of the changes.
Reasons To Use Lower Backpressure:
You should maintain this pressure as low as possible and on any occasion, ought not to go away from 20 percent of the machine’s extremely valued injection molding pressure. Few backpressures might need to just stop the screw pushing itself (forecasting) excessively easily out of the chamber or barrel; such as 5 bar (73 psi0).
You can utilize lower backpressure at a specific time, which can prevent the following:
- Fiber breakage in strengthened saps;
- Vent flooding in a vented barrel;
- Degradation of saps, for example, acetyl and PVC, on the off chance that you need to utilize high screw speeds (rpm);
Lower backpressure can likewise help lessen screw-recovery time when it is the deciding component in process duration. Be that as it may, as significant as short cycles are to benefits and creation and, the part are useless if that it isn’t satisfactory to the client.
How To Set Back Pressure Utilized For Injection Molding?
How to set back pressure in injection molding? It’ll mostly be controlled by altering the return throttle valve on the injection chamber. These valves are mostly fixed on the back of the injection chamber.
How Do Parts Affect by These Pressures?
You need to make the most extreme number of parts every hour to lessen the costs of producing and to need your parts more rapidly to showcase. But responsible process control specialists got to deliberately adjust different boundaries inside the machine to regulate quality and provide consistency from one cycle to resulting.
Through slight extra understanding about how this procedure functions can assist you with communicating more effectively along with the provider and also reinforces the importance of superb mold tool design.
Advantages and Limitations of High Backpressure
Advantages
Better shot-size control
Better melt temperature control (not expanding melt temperature)
Better melt consistency in thickness and temperature
Good color and additive mixing, whenever done at the press and with an effectively designs screw
Better filling of the flights to inhibit dark bits and debasement where the flights meet the root diameter across of the screw.
Prevent screw auguring because of pellets being wedged between feed throat and flight land
Limitations
In a vented barrel, Vent flooding is occurring.
Fiber breakage in reinforced gums.
Degradation of resins, for example, acetyl and PVC and, if you want to utilize high screw speeds (rpm)
Minimize screw-recovery time when it is the deciding variable in process duration (subject to an adequate part)